At MacroFab, I have been working with a DP2006-2 Madell pick and place for the past 6 months doing low scale pcb manufacturing while we test our software on it. Some parts (like big MCUs and connectors) come on what is called a tray where the parts are laid out in a X-Y matrix. The pick and place machine knows the amount of parts and the offsets so it can pick up the parts in the tray.
Picture of a Part Tray
For one of the jobs we are doing I needed two trays, one for the PSOC4 and another for the FFC connector for the LCD. The DP2006-2 is pretty limited in pick and place area so I decided to make a part tray that would hold both parts. First I measured out the metal tray area on the DP2006-2 and looked at the datasheets of the parts for the physical dimensions. Then used SketchUp to draw out the tray. I gave each part .15mm clearance around the maximium size of the part. This takes care of any tolerance issues. If the tolerance is to big then the part can become crooked in the tray and the machine might have difficulties in picking up the part.
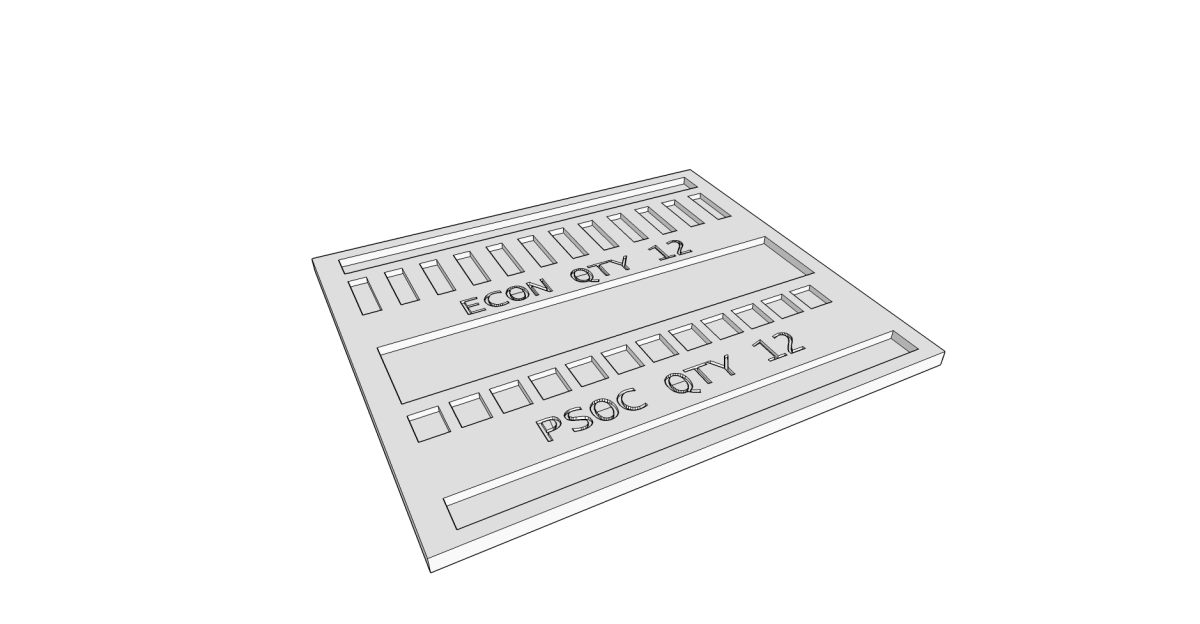
SketchUp model of the Part Tray
The Sketchup file can be downloaded here and the STL output for a 3D printer can be found here. I sent the files over to my friend Chris Kraft who printed the model with his MakerGear M2.
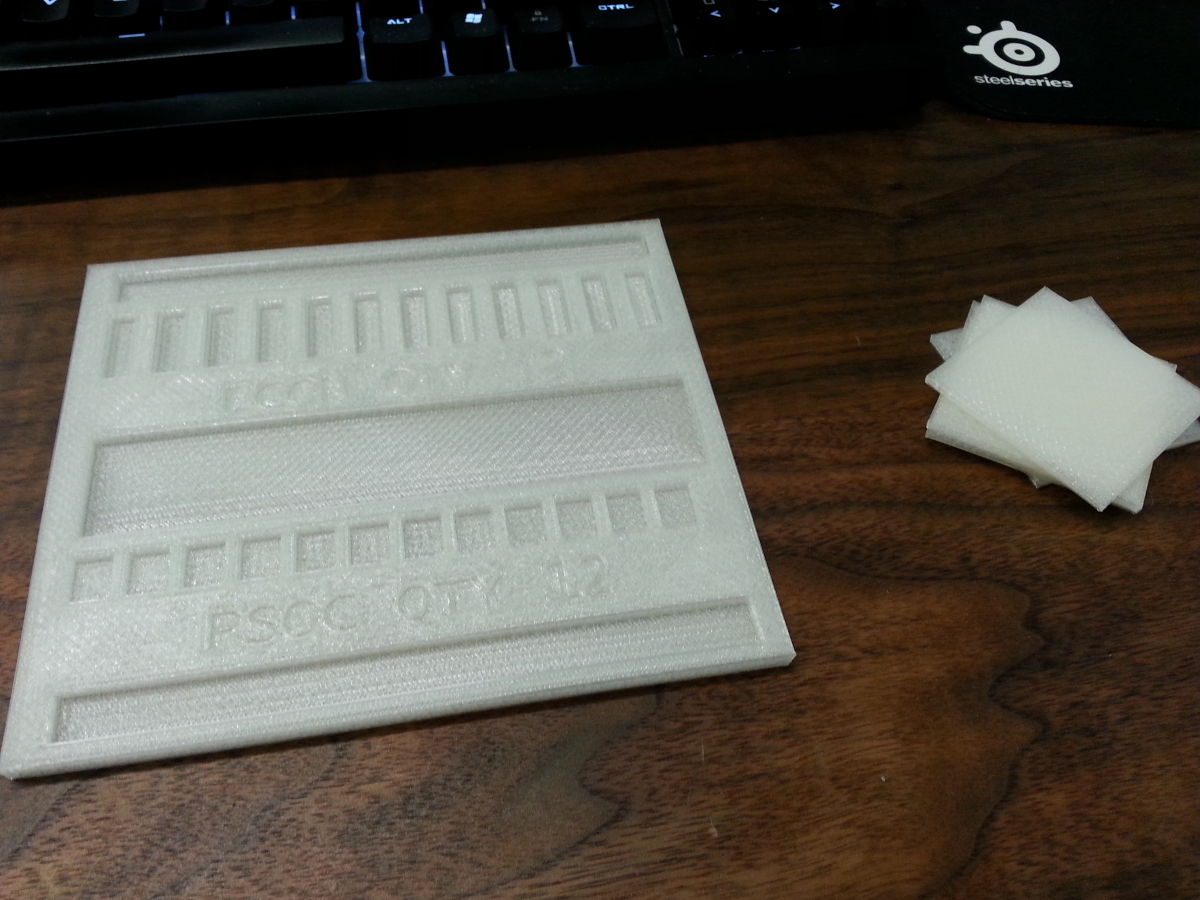
3D printed Part Tray with test squares
Chris sent me the model along with some test squares so I can test the ESD spray paint adherent to the PLA material the part tray was made out of. It adhered just fine to the bare PLA material so I went ahead and sprayed the part tray.
Part Tray in the DP2006-2
So far I have tested it with the FFC Connector and it has worked great! The PSOC4 fit but I have not trained the machine on it yet. I will post a picture when I load them into the machine.
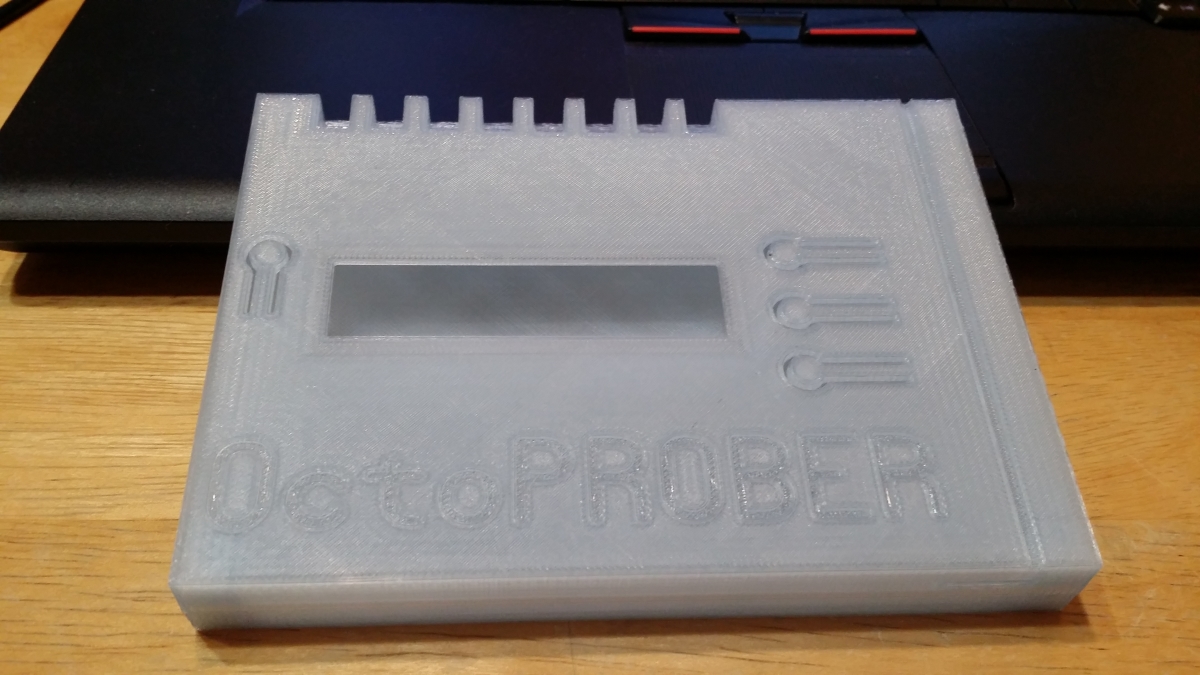
Finished drawing the case last night for 3D printing. Used SketchUp to draw it as its free. Still searching for that perfect 3D modeling program. SketchUp is an ok piece of software. Compared to AutoDesk 123D V9 it lacks some features but the newer 123D Design (they changed the name slightly) its pretty lame.
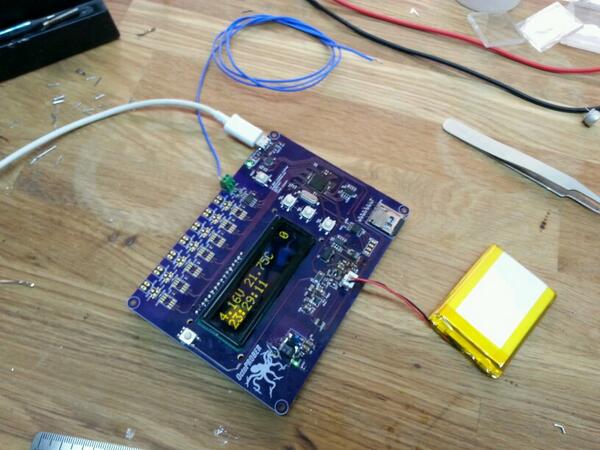
Testing the standby current draw for the OctoPROBER. It uses a soft power switch and a real time clock which draws power when the device is turned “off”. Fortunately the power consumed is very small. At a battery voltage around 4V the standby current is under 20uA. With a 2000mAh battery we have a standby lifetime of 100000 hours or over 11 years! Don’t really have to worry about the OctoPROBER loosing its clock time anytime soon.
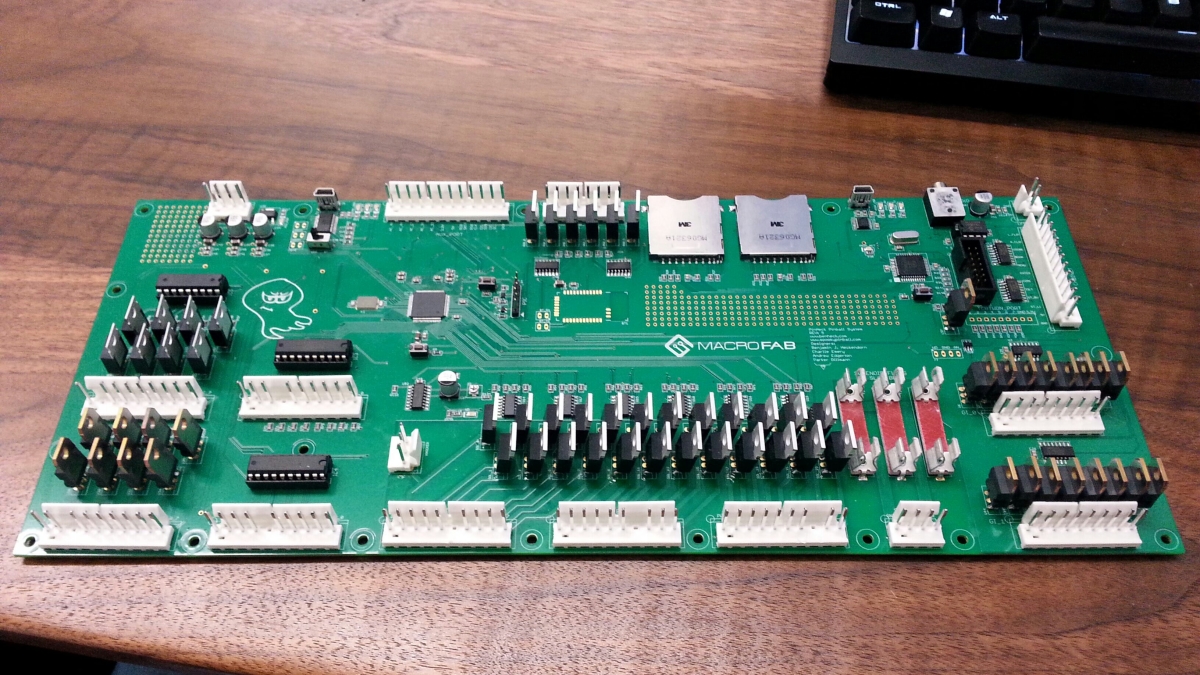
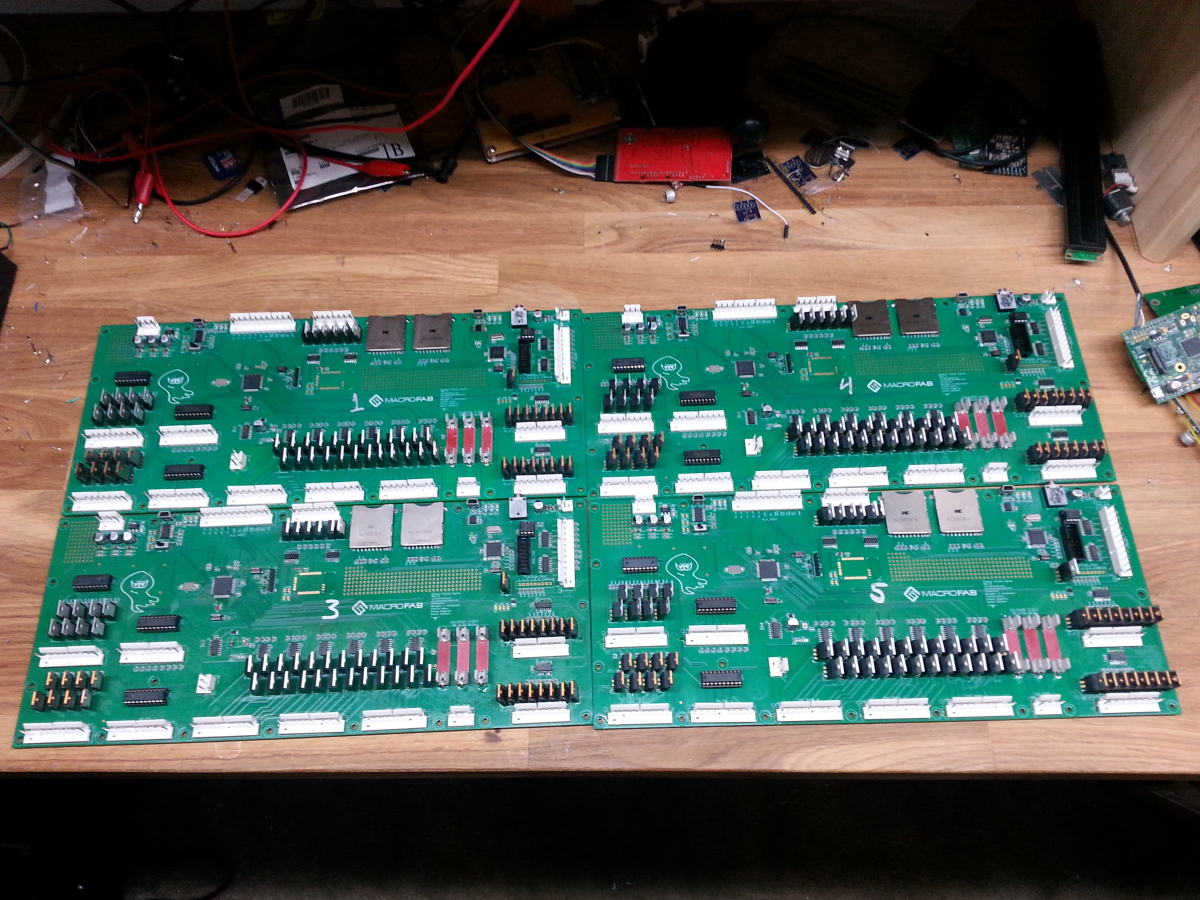
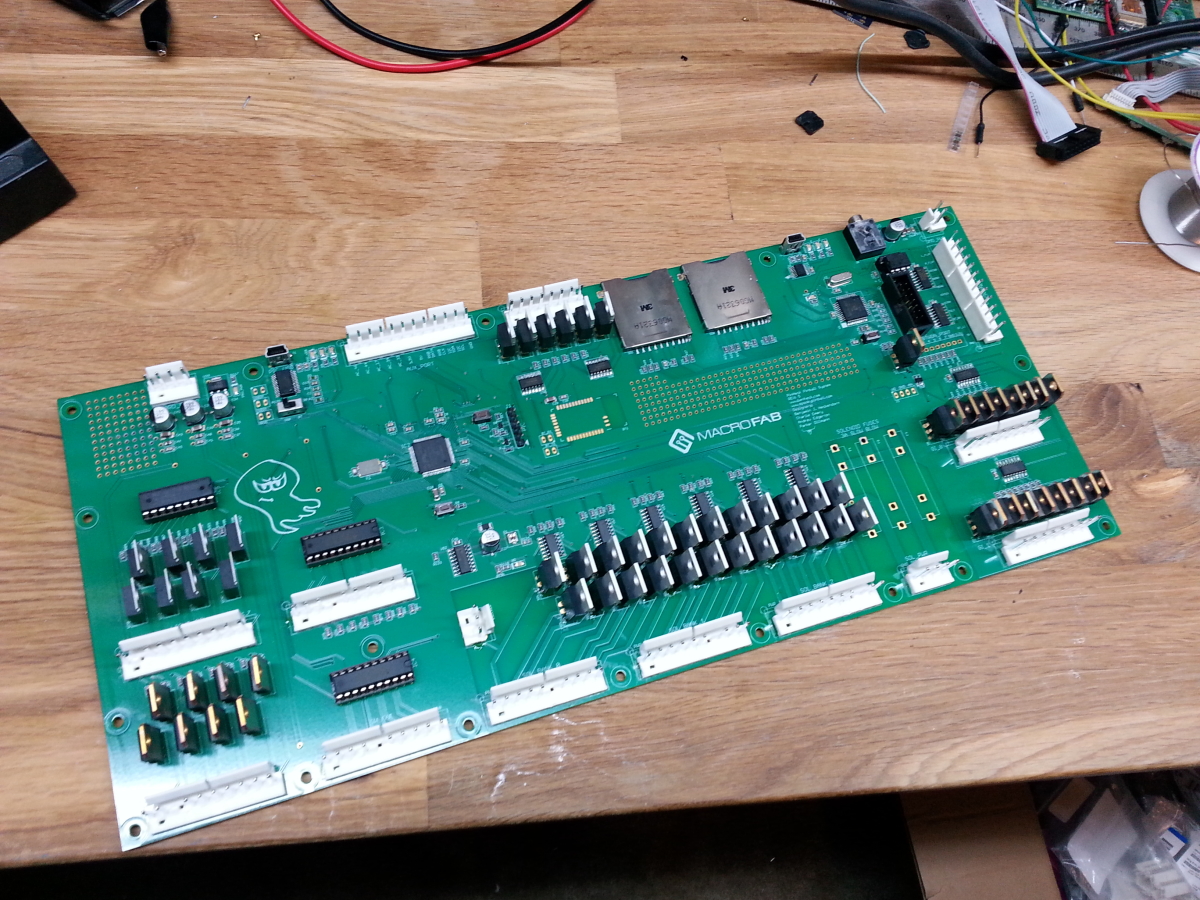
Last week I finished the prototypes for the REV 5 Pinheck Board and shipped them to Spooky Pinball. I built 5 boards for testing to make sure this is the final revision before starting the full on production run. These will be in the machines Spooky is taking to the Midwest Gaming Classic. I will also be there encase anyone has questions about the board set.
Second prototype board I finished.
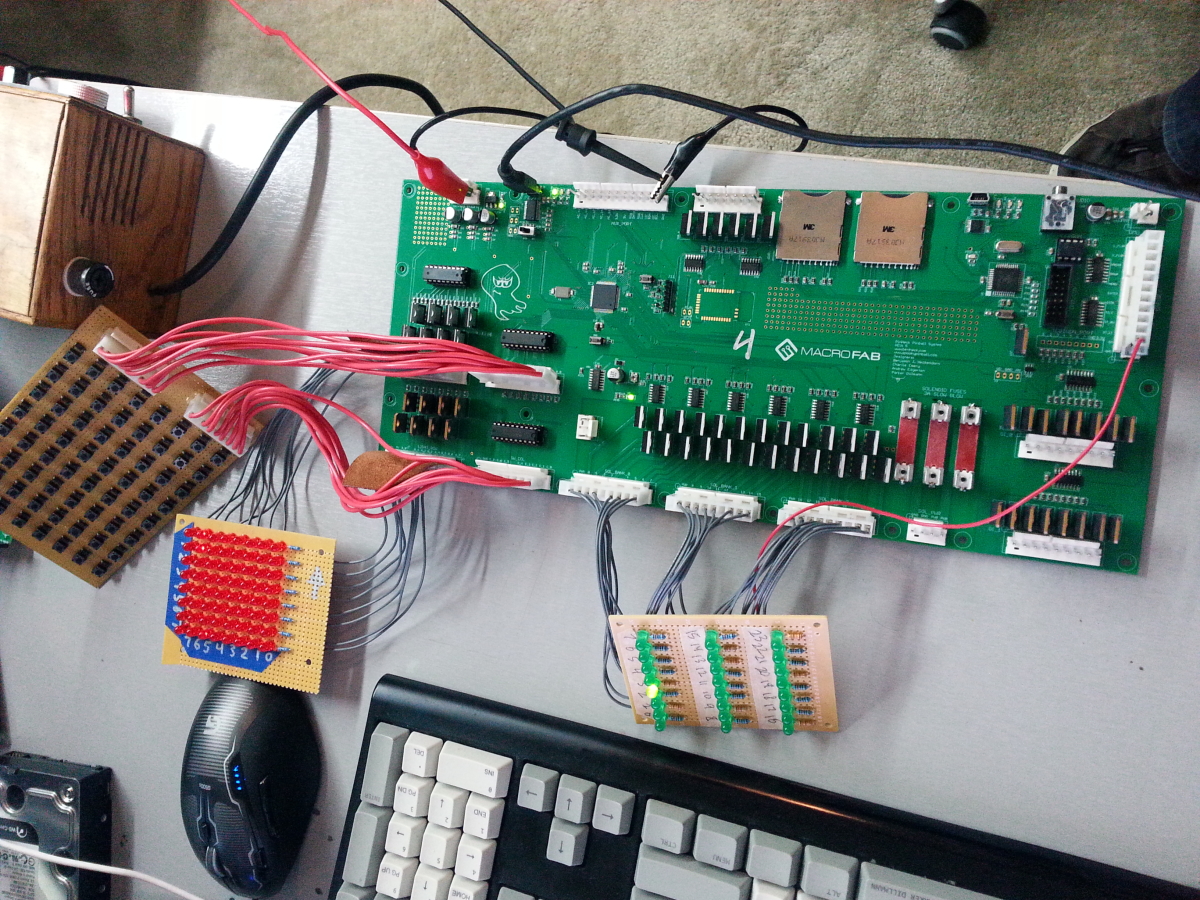
Test jigs to make sure the boards are made correctly. I am working on a better test jig for the production run that will be fully automated to help speed up the testing process.
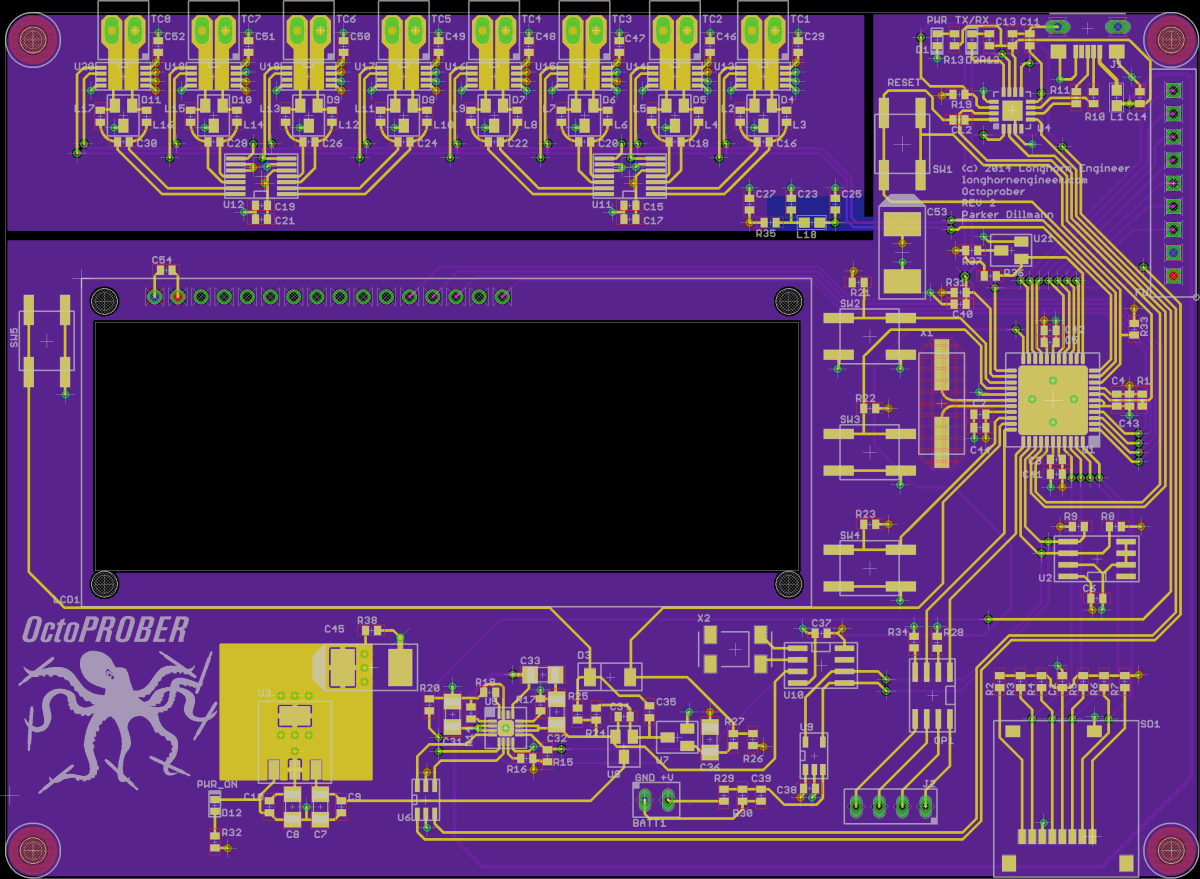
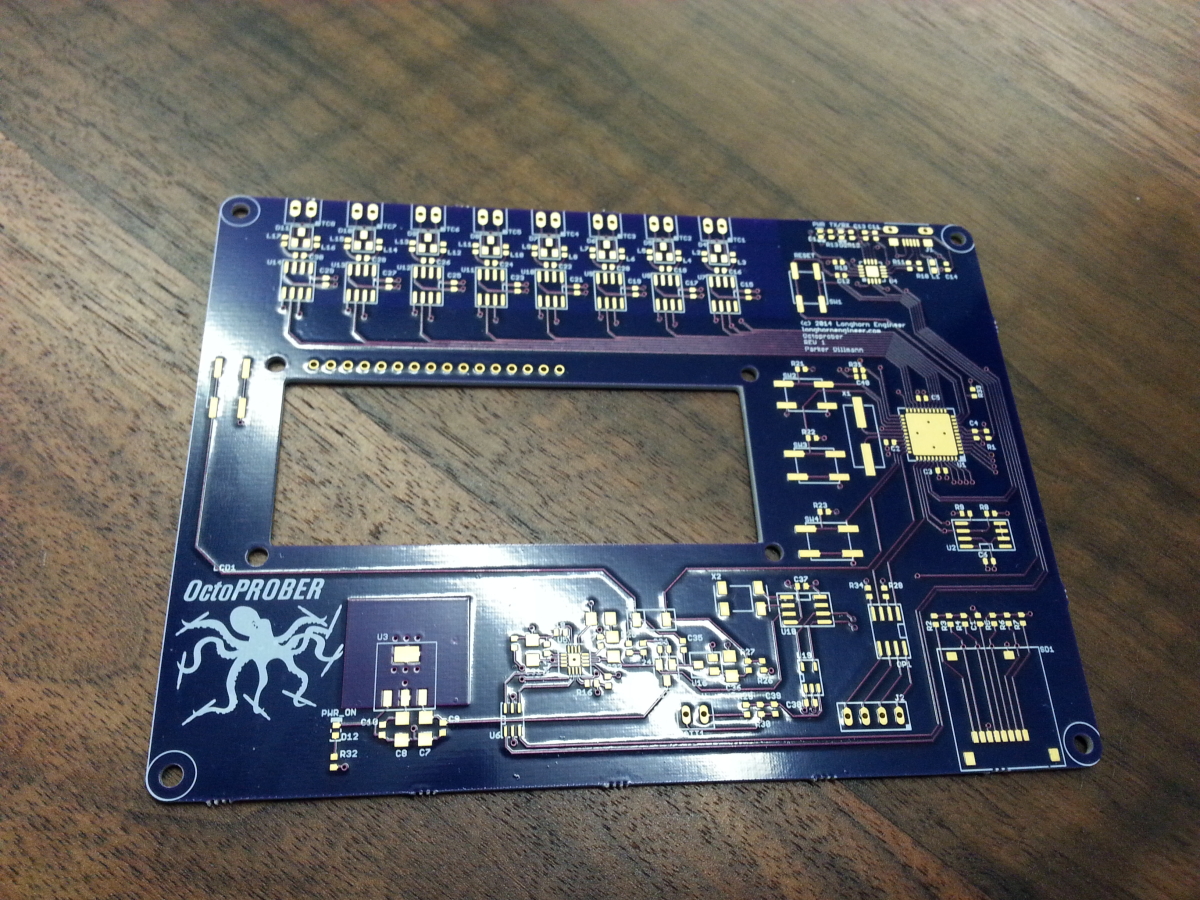
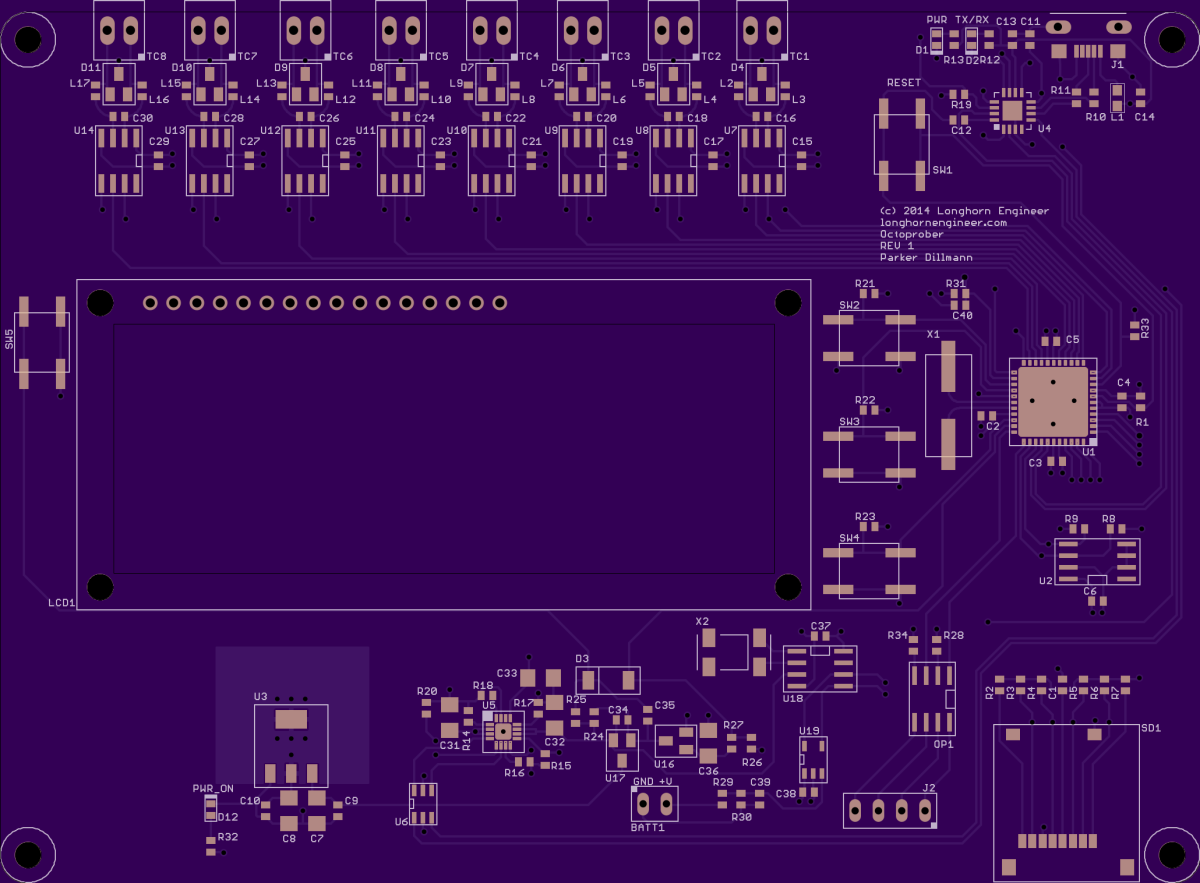
Above is the REV 1 of the OctoPROBER. This revision fixed allot of the issues I had with programming the propeller and the propeller resetting when the USB plug was plugged in. To fix the USB resetting the propeller when being plugged in I disconnected the reset line off the FT230X (USB chip) from the reset signal on the propeller. This breaks being able to program the propeller as it needs to upload code directly after start up. To fix this problem the code has a menu option that will reset the propeller if it sees the USB reset line so the user can control if the USB resets the propeller or not.
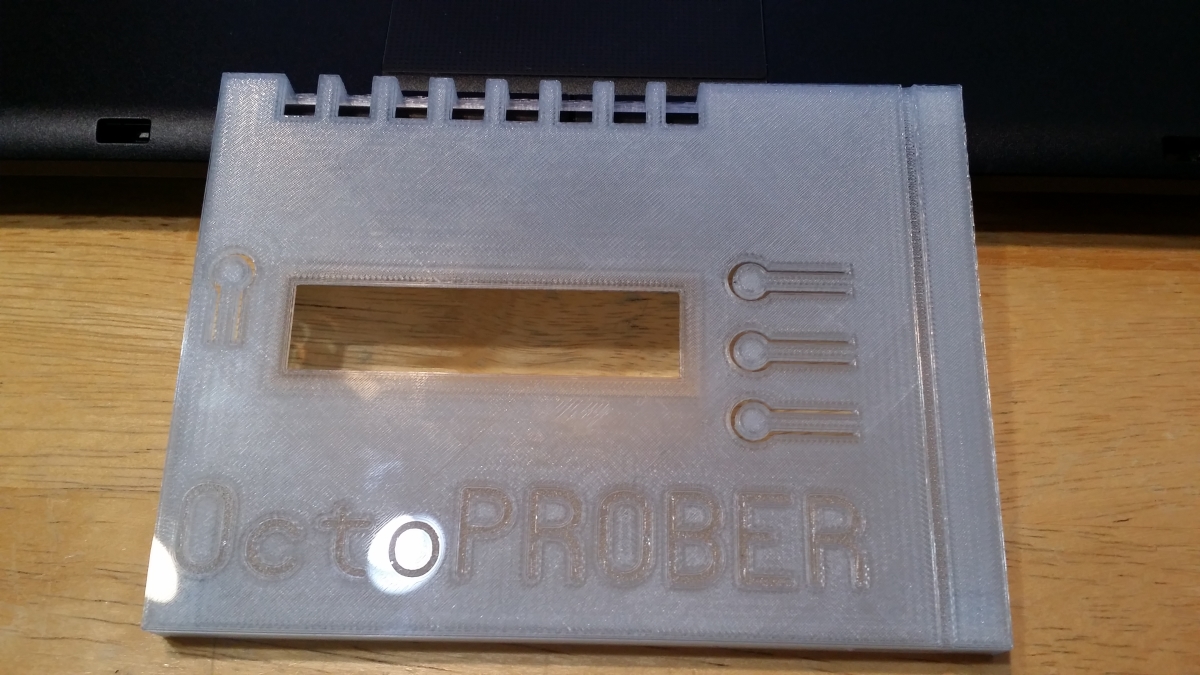
To enable ease of first time programing or encase the firmware gets borked there is a switch that manually connects the FT230X reset signal to the propeller reset signal.
Rev 2 of the OctoPROBER I decided to do away with the MAX31855 chips. They are very expensive ($5 a piece) and not very accurate (+-2C). Instead I am using 2 MCP3424 18-bit ADCs to do the thermocouple readings. To perform cold junction readings I am using 8 AT30TSE752 board temperature sensors. This should provide +-0.5C accuracy and the ability to use any thermocouple type.
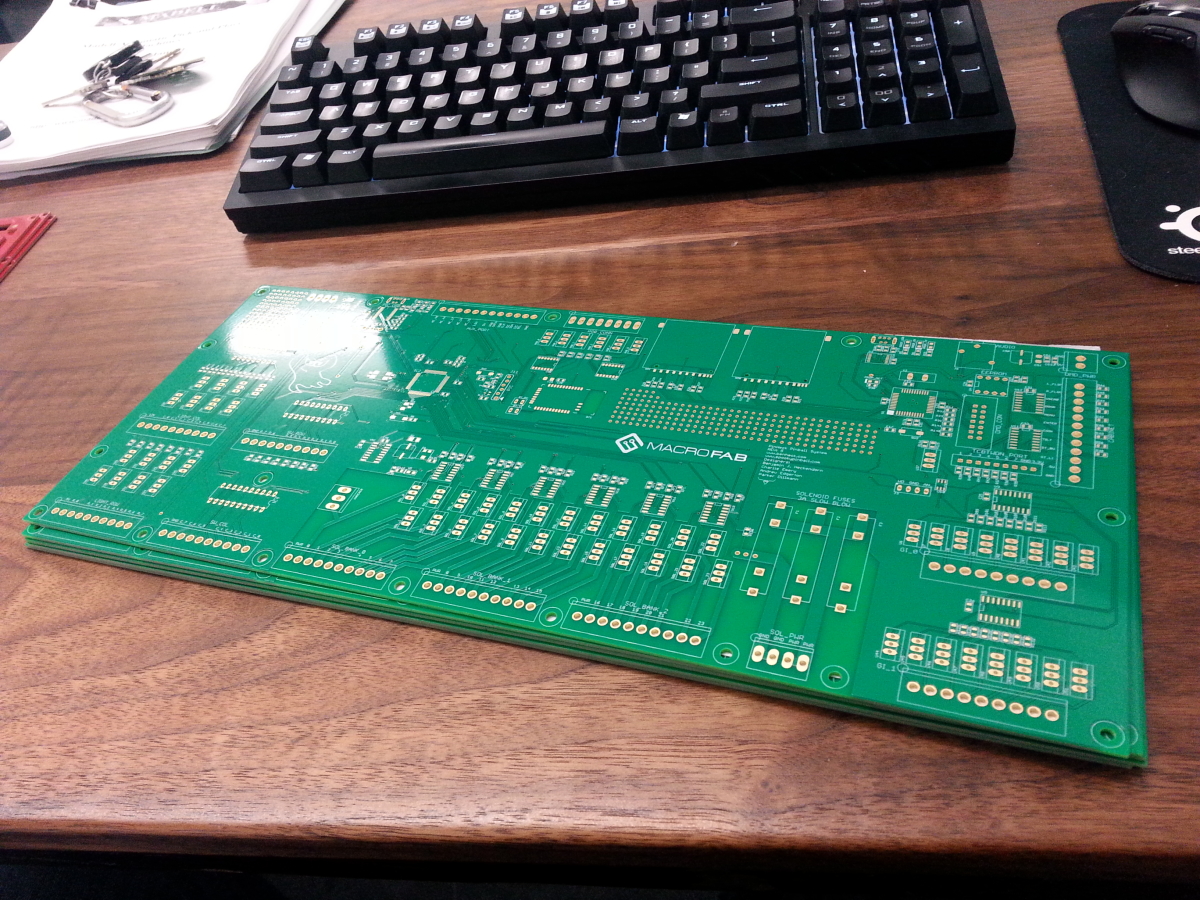
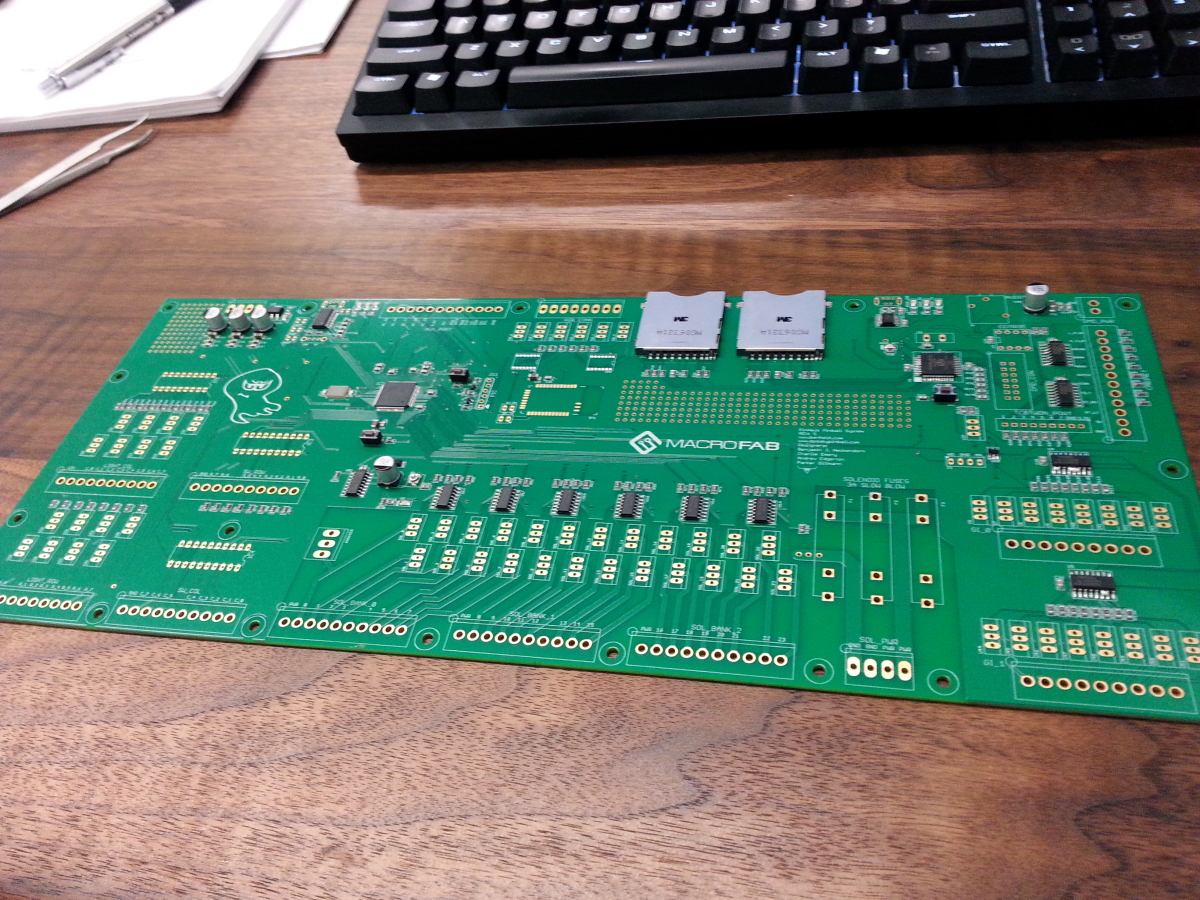
These are the first 5 test boards to make sure the changes from the REV4 board we done correctly. Since I am pretty sure this is the final revision I ordered the boards on FR4 170TG and ENIG finish. 170TG is higher temperature rated substrate which allows for lead free reflow without scotching the board. ENIG finish is a higher quality finish for the pads over HASL as it tends to be flatter and more consistent which is nicer on the pick and place machines.
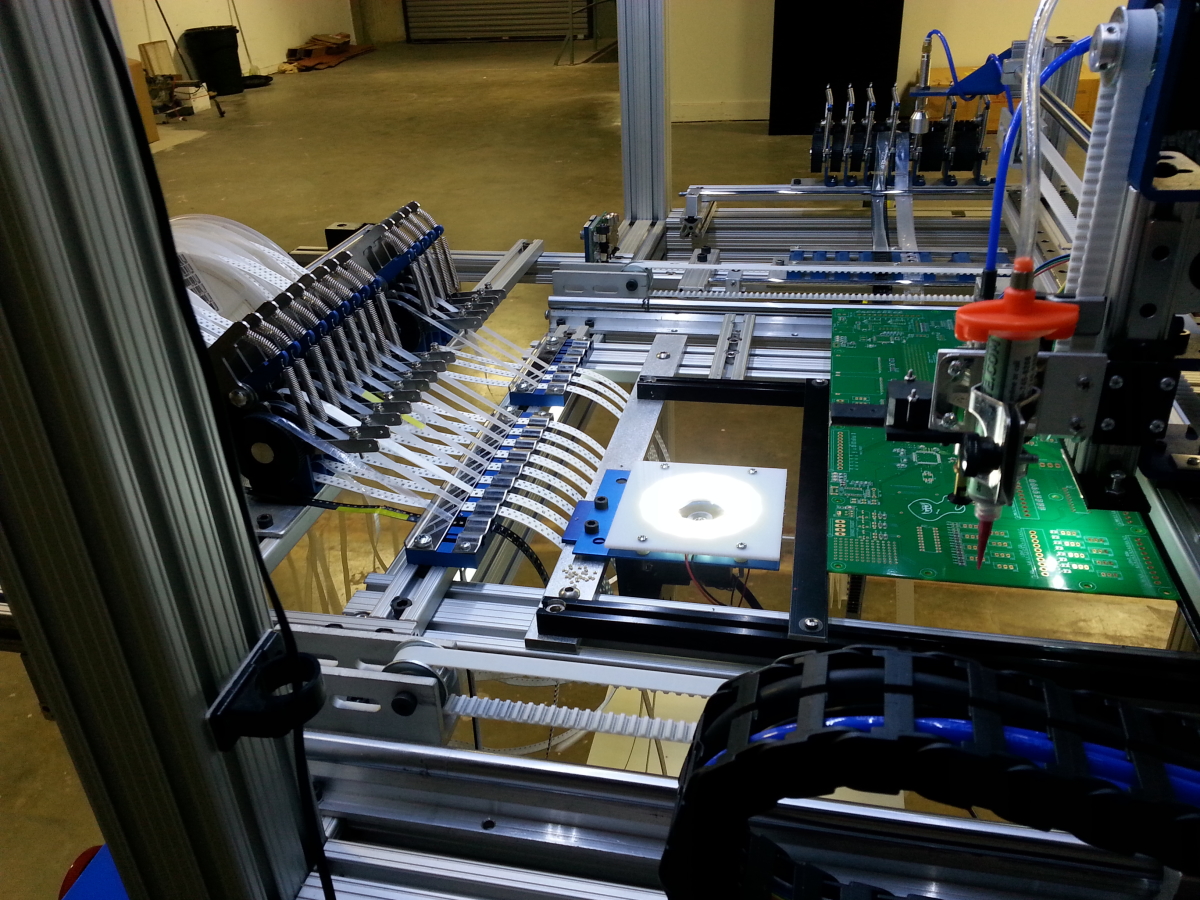
Pinheck board on the pick and place. Currently the machine is only setup to place the passive parts which are the resistors, capacitors, and LEDs. This consists almost 90% of the board parts.
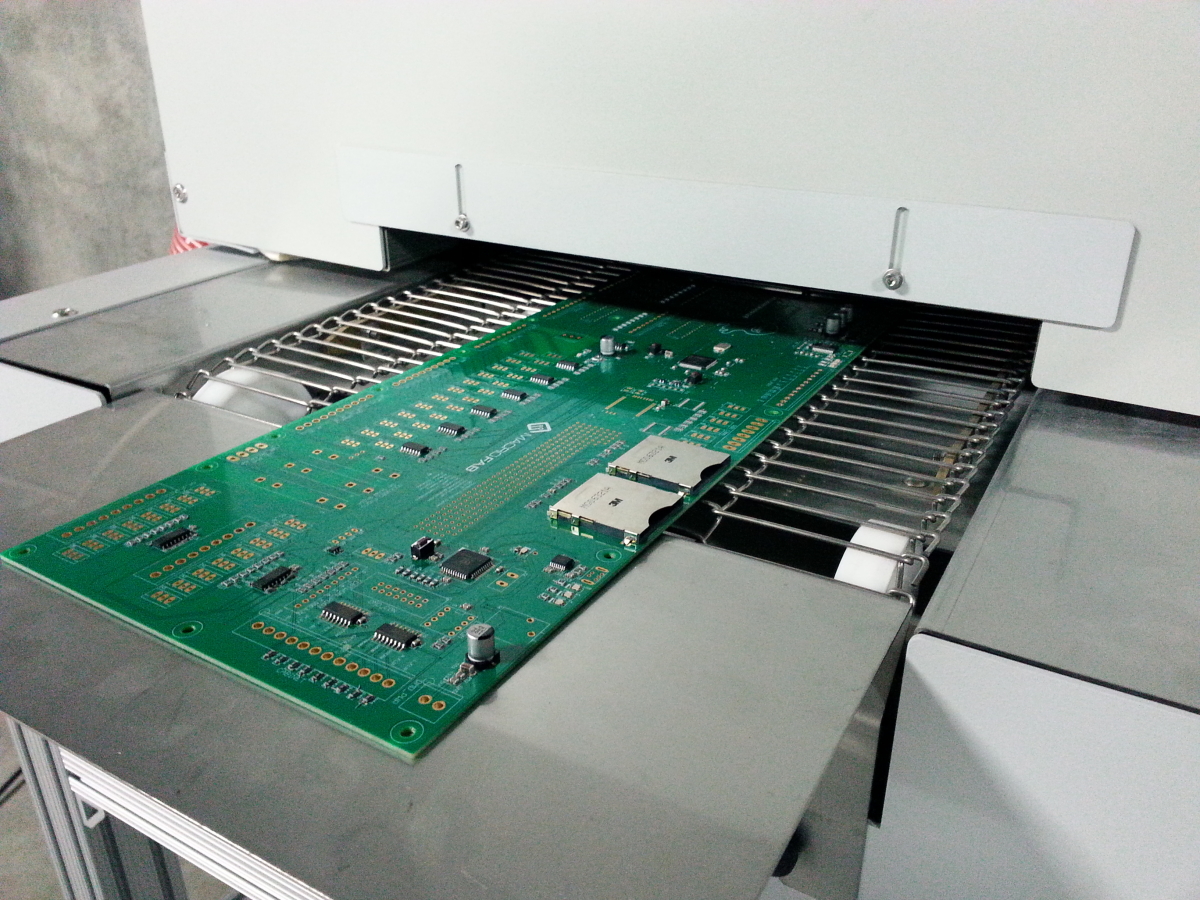
After the pick and place I manually placed the IC chips and placed it on the intake side of our reflow oven.
This is what the board looks like after coming out of the reflow. There are a couple bridges on the ICs so I will need to tweak my automatic paste dispenser settings.
Finished soldering the through hole parts. Wishing I had a selective soldering machine about now!
REV 1 boards arrived today. Will be assembling one when the parts arrive. I might have to make another revision after this to add a filter to reduce the jitter on the MAX31855 thermocouple chips. Right now the ripple on the 3.3V line is around 40mV which causes the reading to fluctuate a bit. A low pass pi filter will fix this issue.